磁粉探伤仪适用于湿磁粉法检测曲轴、凸轮轴、花键轴等各种中小型零件的表面和近表面由于铸造、淬火、机械加工、疲劳等原因造成的裂纹和微小缺陷。是单件检验,小批量抽样检验,大批量检验的模式。
磁粉检测原理
其基本原理是:工件磁化时,如果工件表面有缺陷,由于缺陷处磁阻增大,会产生漏磁,形成局部磁场,磁粉会在此处显示出缺陷的形状和位置,从而判断缺陷的存在。
磁粉探伤缺陷
磁粉探伤设备简单,操作方便,探伤速度快,探伤灵敏度高,可用于发现镍、钴及其合金、碳钢和部分合金钢等铁磁材料的表面或近表面缺陷;适用于薄壁零件或焊缝表面裂纹的检测,也能揭示一定深度和尺寸的未焊透缺陷。但是,很难发现气孔、夹渣和隐藏在焊缝深处的缺陷。
缺陷磁痕类型
1.各种工艺缺陷的磁痕;
2.材料夹渣引起的毛细磁痕;
3.夹渣和气孔造成的点状磁痕。
产生漏磁的原因
由于铁磁性材料的磁导率远高于非铁磁性材料,根据工件磁化后的磁通密度B=μH分析,如果B磁力线通过工件的单位面积,而B磁力线不能通过缺陷区域的单位面积,部分磁力线将被迫挤入缺陷下方的材料中, 而其他磁力线将不得不从工件表面逸出形成漏磁,磁粉将被由此产生的漏磁所吸引。
漏磁的影响因素
1.缺陷的磁导率:缺陷的磁导率越小,漏磁越强。
2.磁化磁场的大小:磁化强度越大,漏磁越强。
3.被检工件的形状和尺寸,缺陷的形状和尺寸,埋深等,在其他条件相同的情况下,埋在表面下相同深度的空气孔产生的漏磁比横向裂纹产生的漏磁小。

 磁混凝专用磁粉
磁混凝专用磁粉 磁混凝专用搅拌器
磁混凝专用搅拌器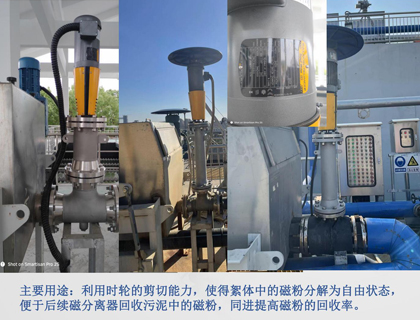 高速剪切退磁机
高速剪切退磁机 磁混凝磁分离机
磁混凝磁分离机